環(huán)信螺紋模具制造廠
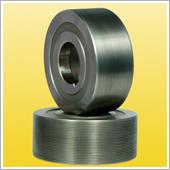
產(chǎn)品名稱:Cr12mov滾絲輪
產(chǎn)品價格:面議
起訂數(shù)量:1臺
發(fā)布時間:2015-05-16 06:43:33
查看次數(shù):734
邢臺環(huán)信螺紋模具制造廠

 主營產(chǎn)品:滾絲輪,聯(lián)系電話:0319-7585188
主營產(chǎn)品:滾絲輪,聯(lián)系電話:0319-7585188 主營產(chǎn)品:滾絲輪,聯(lián)系電話:0319-7585188
主營產(chǎn)品:滾絲輪,聯(lián)系電話:0319-7585188